Increased manufacturing throughput with sample inspection and enhanced procedures.
Machining is never as simple as exporting G-code and pushing go. Machining quality parts requires some art, some science, a lot of experience, and a reliable procedure.
Over the course of two years, I helped the Lockheed Martin Prototype Development Center machine shop graduate from exclusively job-shop and prototype work to a hybrid prototype/production machining model. The shop had mastered the art, science and experience - but needed help with developing a reliable procedure for their new long-term machining contracts.
Below I will describe what I learned about establishing parallel prototype and production machining processes.
Too long, didn’t read:
Market shifts in aerospace manufacturing led to the shop gaining more customers with long-term and repeat machining work. Problems arose when the shop’s current procedures for one-off prototype machining were applied to long-term production work. We needed a way to document, maintain, and continuously improve the manufacturing process for each product.
Our shop was started serving the Space industry before the commercial space market took off. So, the shop was fundamentally geared toward prototype machining - characterized by producing single parts or single batches of parts. The shop had great skill in interpreting a new drawings, creating brilliant tool paths, designing genius holding fixtures, and so forth.
With the advent of the commercial space market, we found our work shifting toward long-term machining contracts. But, we were continuing to apply our competency in prototype machining to production work - without realizing the difference.
Imagine commissioning Michelangelo to make 5,000 play-dough snakes after painting the Sistine Chapel. He would have to completely change his process.
So, the shop realizes the difference and decides to do something about it. That is where the production machining process comes in:
Production Machining
Production machining is the deliberate establishment, variation control, and continuous improvement of a manufacturing process that repeatedly produces a product with minimum run-to-run variation at maximum efficiency.
- Attributes of production machining.
- A feedback loop that examines the final product and drives input and process changes
- Strict revision control over all process documentation/setup instructions and G-code.
- Employee adherence to written instructions (changes are only allowed if a revision to the process documentation is released.)
- Elapsed time since the last production run has a negligible effect.
- Employee turnover since the last production run has negligible effect.
Okay okay, I got it. Making a lot of parts will be easy… Just export some g-code load it in the VMC and hit go. We’ll crank out thousands of perfect parts because we paid *one-billion dollars* for this precision machining equipment.
It's not that easy. Creating a repeatable process requires forethought, planning and process discipline. To get to the point where we are “cranking out thousands of perfect parts” we need to:
1. Identify sources of variation
2. Take measures to control the variation
3. Measure variation in the end product
4. Make changes in the process to continually eliminate variation
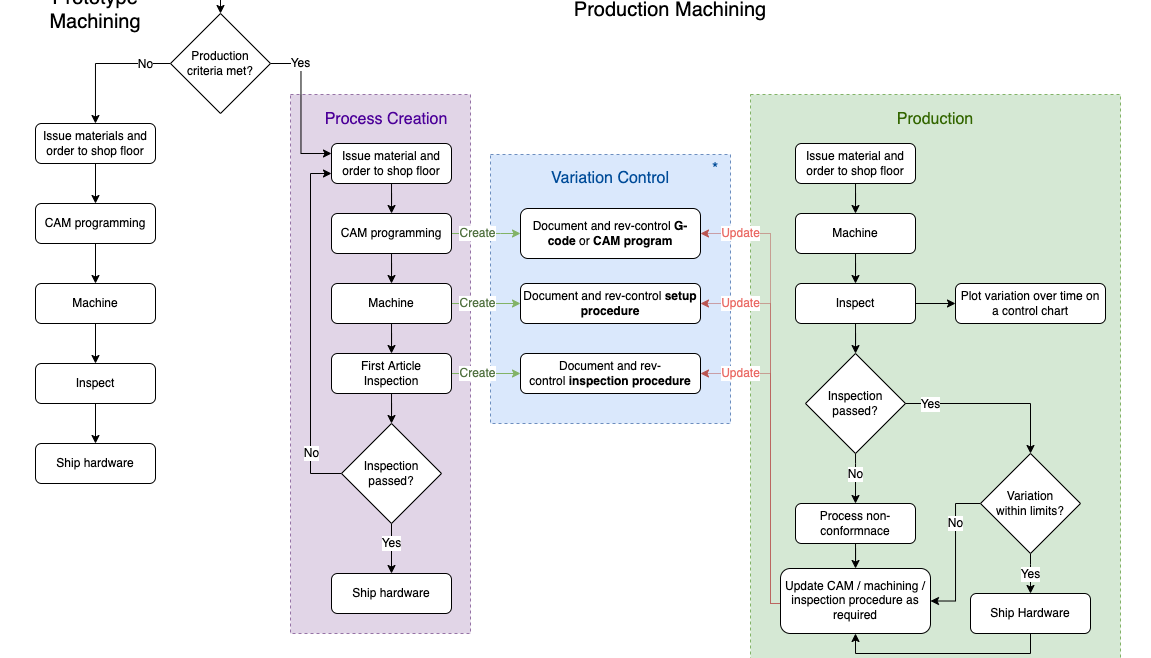
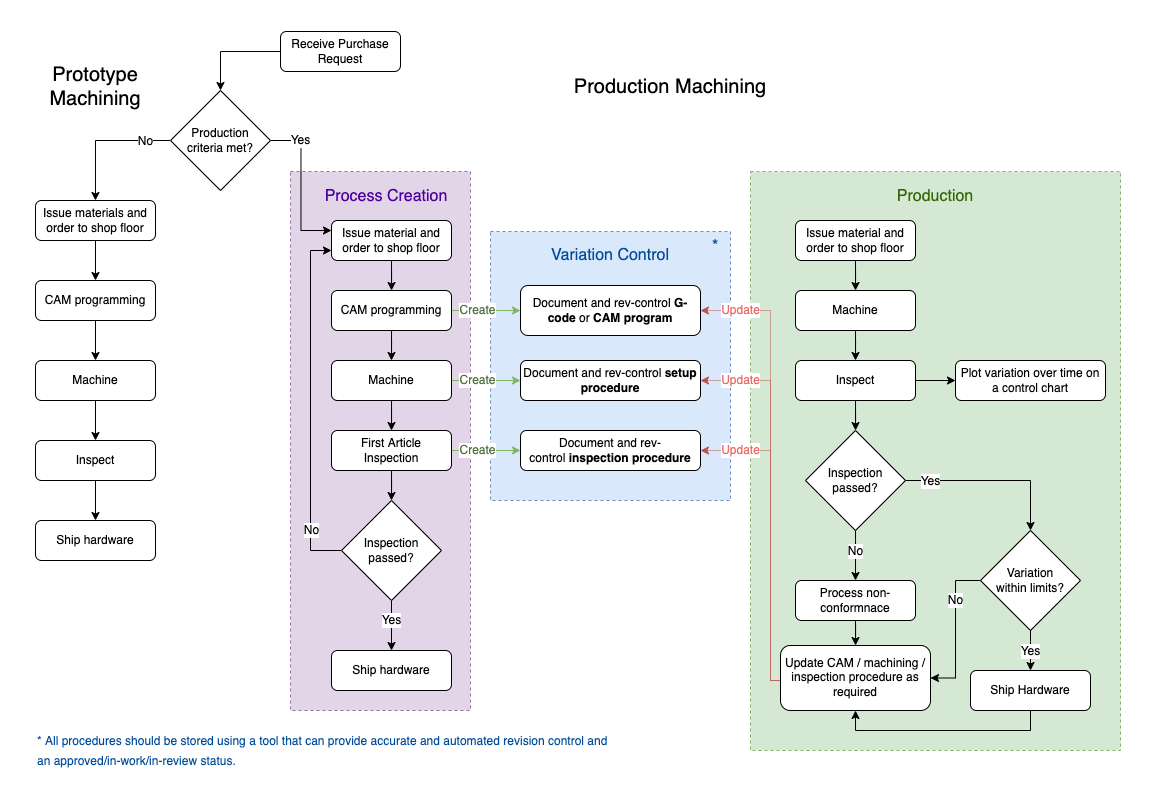
Production machining occurs three phases:
1. Process Creation: Establish the entire process including machine set-up, CAM programming, inspection and post-processing. During process creation small batches of one to five parts are machined to minimize waste. Process creation is complete when you prove the process can create a conforming part (in official terms, First Article Inspection is passed).
2. Variation Control: Process documents[1] are created, rev controlled, and continually refined during production. Variation control is continuous throughout production.
3. Production: Passing First Article Inspection marks the official start of production. At this point we know the process can create a conforming part so we can begin producing batches of higher quantities. Now we measure and track variation. We draw conclusions to from the data and make appropriate changes to the process documents.
The key to production machining is the closed feedback loop. Machinists measure variation, derive conclusions from the data, and implement changes to the process. The more we run this process, the more mistakes we make, the better the process will become. Practical continuous improvement in action!
[1] For best results, process documentation should electronically stored with revision control and the ability to status the document. Stay tuned for an article on this topic.
Before this project, we did not fully realize the difference between prototype and production machining and were blurring the lines between prototype and production procedures leading to unnecessary scrap, rework, design changes, re-programming ... the list goes on.
The goal of production machining is to establish an efficient and repeatable machining process that improves when exposed to the randomness of reality (i.e. human error, variable tool wear, unexpected chatter). And a process that is simple enough for machinists and engineers to maintain process discipline.